- Inicio
- 3D Printers and accessoires
- Moldes y Réplicas
- Siliconas de Estaño
- Siliconas de Platino
- Gomas de Poliuretano
- Alginato
- resinas de Poliuretano
- Espuma de Poliuretano
- Epoxi
- Látex
- Mask Making Latex
- Mold Making Latex
- FormX Elastica
- Monster Makers Kit de Espuma de Látex
- Monstermakers Mask making latex RD-407
- Monstermakers additives & Components
- Holden's HX-200 Coating/Dipping Latex
- Holden's Brushable HX- Body Latex
- Holden's Mold Making Latex HX-80
- Holden's Mold Making Latex High Viscosity HX-974
- Holden's Mask Making Latex - Pourable HX-407
- Holden's Mask Making Latex - Brushable HX-807
- Holden's Cosmetic Latex
- Holden's Frisket Mask Latex
- Holden's HX-Injection Medium
- Latex Accessories
- Latex Pigments
- Latex Paint
- Latex Thickener
- Yeso y Hormigón
- Poliester
- AcrylCast
- Fundición Prince August
- Modelar
- Jesmonite sistema acrílico
- Buddy Rhodes Sistema de Hormigón
- Sellar y Despegar
- Pigmentos
- Jesmonite Pigments
- Pure Pigments
- Ultra Fine Pigments
- Silc Pig pigmentos
- Glow Worm Pigmentos
- Cryptolyte
- Silc Pig Eléctrico
- SilTone
- SilTone Kits
- FuseFX pigmentos de silicone
- Key-Pigments Silicone Pigments
- Flock fibras
- Latex Pigments
- Polyester Pigmentos
- UVO Pigmentos resistentes al UV
- Tintes SO-Strong
- Tintes Ignite
- Real Metal Powders
- Faux Metal Powders
- Cast Magic Polvos
- Pinturas
- Rellenos & Refinamiento
- Aditivos
- Disolventes y diluyentes
- Adhesivos
- Herramientas
- Equipos
- Maquillaje
- máscara de goma pintura de grasa
- Skin Illustrator Paletas
- Skin Illustrator líquido
- Fleshtone 60ml
- Fleshtone 120ml
- Dark Fleshtone 60ml
- Dark Fleshtone 120ml
- FX 60ml
- FX 120ml
- FX 240ml
- Complexion 60ml
- Complexion 120ml
- Alchemy 60ml
- Alchemy 120ml
- Grunge 60ml
- Grunge 120ml
- Grunge 240ml
- Mardi Gras 60ml
- Mardi Gras 120ml
- Necromania 60ml
- Mekash Colors 60ml
- Clear Gloss 60ml & 120ml
- Glo-Worm 60ml & 120ml
- Tattoo Classic 60ml & 120ml
- Sunburn
- Alphabetical all
- Skin Illustrator Individual
- Skin Illustrator Glazing Gels
- Skin Illustrator Concentrates
- Skin Illustrator Glazing Spray
- Skin Illustrator Mouth FX
- Allied FX (Blue Bird)
- RipperFX Palettes
- Stacolor Paletas de Maquillaje
- PAX - Pinturas Thom Suprenant
- Tattoo
- MaqPro Farde Palettes
- MaqPro Make-Up Mixer
- MaqPro Creamy
- Pinceles Maquillaje
- MaqPro Bruise Gel
- Old Age Stipple
- Sponges and Applicators
- Stamps & Molds
- Head Armatures
- FormX Tools
- Kryolan maquillaje
- efectos especiales
- material protésico
- Ayuda para elegir
- FormX Academy
- Marcas
- Literature
Urethano Brush-On
Buy Smooth-On at FormX
Smooth-On es uno de los principales fabricantes mundiales de materiales de modelado 3D, como materiales para la fabricación de moldes, fundición y efectos especiales, pero también resinas, adhesivos y equipos de fundición industrial. FormX es el principal distribuidor de productos Smooth-On en toda Europa.
Brush-On 35

Fácil de mezclar se aplica con una brocha o espátula, BRUSH-ON 35 es una goma espesa ideal para trabajar directamente sobre superficies verticales. Brush-On 35 cura en una goma elástica y resistente con una contracción insignificante que le permite realizar una gran producción. Las aplicaciones más comunes de Brush-On 35 son: fabricación de moldes directos en obra para la restauración arquitectónica, escultura, moldes de cera en la técnica de la cera perdida y moldes para trabajar con siliconas de platino (efectos especiales).
boletín técnico Brush-On35
Safety Brush-On part B
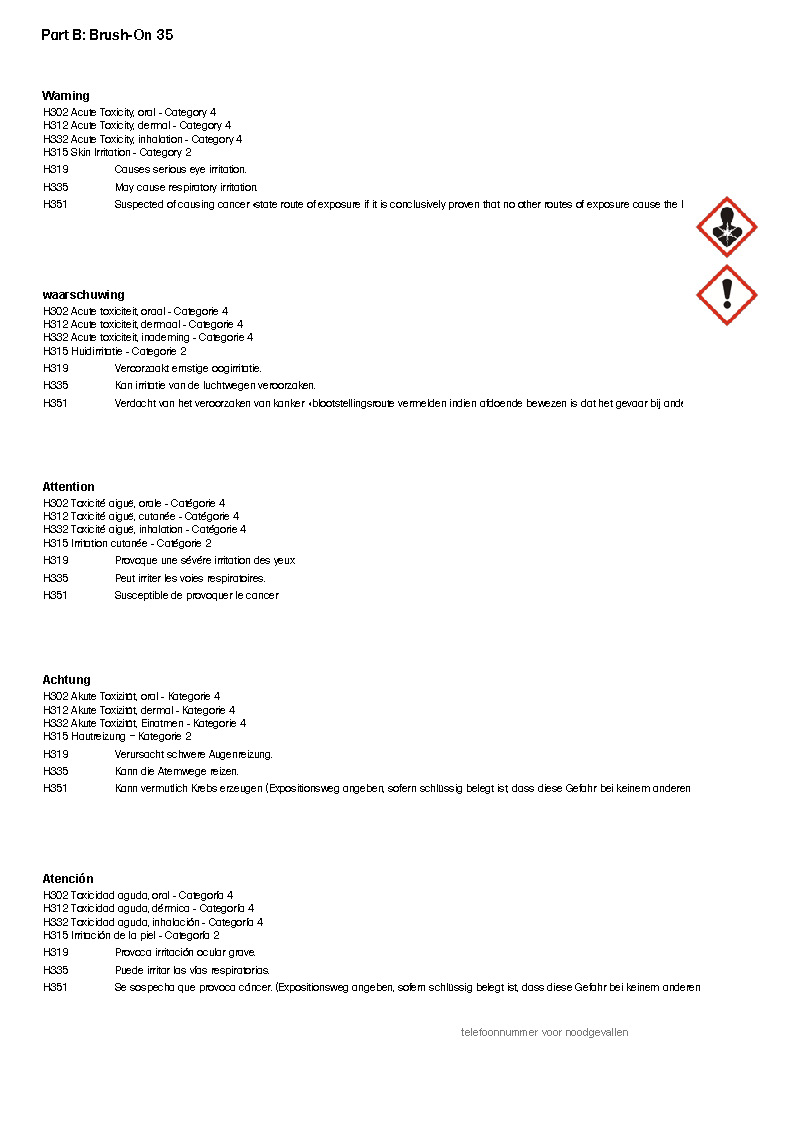
- Lea la etiqueta de información de seguridad. Haga clic en la imagen
- Lisez les informations de sécurité cliquez sur l'image
- Lees het veiligheidsinformatie label. Klik op de afbeelding.
- Lesen Sie das Sicherheitsinformationsetikett. Klicken Sie auf das Bild.
- Read the safety information label. Click on the image
Brush-on 35



Haga un molde combinado flexible & rígido

La goma Brush-On 35 puede ser utilizada en combinación con Plasti-Paste para fabricar un molde compuesto con un interior flexible y una carcasa dura. Este molde se fabrica aplicando la resina Plasti-Paste sobre la goma Brush-On, sin aplicar un separador. Los dos materiales de uretano quedan unidos formando un solo cuerpo. Este molde es adecuado para fabricar piezas grandes en hormigón.
boletín técnico Brush-On 35
Haga un molde combinado BO-35 & Plasti-Paste









Preparation - Materials should be stored and used in at room 23°C. Humidity should be low. These products have a limited shelf life and should be used as soon as possible. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. Good ventilation (room size) is necessary.
Some Materials Must Be Sealed - To prevent adhesion between the rubber and model surface, models made of porous materials (gypsum plasters, concrete, wood, stone, etc.) must be sealed prior to applying a release agent. SuperSeal™ or One Step™ available from form X are fast drying sealers suitable for sealing porous surfaces without interfering with surface detail. Shellac is suitable for rough contours. A high quality spray shellac is suitable for sealing modeling clays that contain sulfur or moisture (water based). Thermoplastics (polystyrene) must also be sealed with shellac or PVA.
In all cases, the sealing agent should be applied and allowed to completely dry prior to applying a release agent.
Non-Porous Surfaces - Metal, glass, hard plastics, sulfur free clays, etc. require only a release agent.
Applying A Release Agent - A release agent is necessary to facilitate demolding when casting into or over most surfaces. Use a release agent made specifically for mold making (Universal™ Mold Release available from form x). A liberal coat of release agent should be applied onto all surfaces that will contact the rubber.
IMPORTANT: To ensure thorough coverage, lightly brush the release agent with a soft brush over all surfaces of the model. Follow with a light mist coating and let dry for 30 minutes. Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT™ Dry Gas Blanket (available from Smooth-On) will significantly prolong the shelf life of unused liquid urethane products.
MEASURING & MIXING - Liquid urethanes are moisture sensitive and will absorb atmospheric moisture. Mixing tools and containers should be clean and made of metal, glass or plastic. Materials should be stored and used in a warm environment 23°C.
Mixing - Part A is a paste with the consistency of cake frosting. Fill a container to the top with this paste, making sure to eliminate any large voids. Level off the top of the container and remove any excess material. The paste should then be thoroughly emptied into a larger container that will act as your mixing container. Next, fill the original container to the top with Part B (liquid) and empty it into the mixing container. After dispensing equal amounts of Parts A and B into mixing container, mix thoroughly for 3 minutes making sure that you scrape the sides and bottom of the mixing container several times.
Applying The Rubber - This product must be applied in layers. Mold makers generally find that four to six layers (minimum 3/8”) thickness is suitable for a working mold. Using a stiff brush, the first coat of rubber should be applied in a thin layer to capture intricate detail. Use dabbing strokes, especially around undercuts, to reduce entrapped air. Subsequent coats will add strength to the mold. Let the first coat dry for 30-40 minutes at room temperature or when it becomes “tacky” before adding the next coat. Repeat until the necessary thickness is achieved. Do not allow rubber to fully cure between layers, as delamination may result. Note: Although not necessary, adding a small amount of SO-Strong™ liquid color pigment available at form X to every other mix of rubber will help you distinguish one layer from the next. This will ensure that you apply a thorough coating each time and help build uniform layers.
Curing - Allow rubber to cure overnight (at least 16 hours) at room temperature 23°C before demolding. Cure time can be reduced with mild heat or by adding Smooth-On “Kick-It™” Cure Accelerator. Do not cure rubber where temperature is less than 18°C.
Post Curing - After rubber has cured at room temperature, heating the rubber to 65°C for 4 to 8 hours will increase physical properties and performance.
Apply A Support Shell - Once the mold is fully cured, a rigid support shell (mother mold) is needed to support the rubber mold during casting. Plasti-Paste™ II is a trowelable plastic which is ideal as a mother mold material.
Using The Mold - If using as a mold material, a release agent should be applied to the mold before each casting. The type of release agent to use depends on the material being cast. The proper release agent for wax, liquid rubber or thermosetting materials (i.e. Smooth-On liquid plastics) is a spray release made specifically for mold making (available from Smooth-On or your distributor). Prior to casting gypsum plaster materials, sponge the mold with a soap solution for better plaster flow and easy release. In & Out™ II Water Based Release Concentrate available from form x is recommended for releasing abrasive materials like concrete.
Performance & Storage - Fully cured molds are tough, durable and will perform if properly used and stored. The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment. Do not stack molds, expose them to moisture or UV light.
Puede que también necesite ...
- Vasos de mezcla
- Copas y frascos graduados
- Básculas
- Pinceles
- Equipo de protección, guantes, mascarilla, etc.
- Desmoldeantes
Pesar, Mezclar y Medir























Brochas










Protección y Seguridad






Separadores









garantía de precios más bajos

En FormX nos hemos especializado en la importación de materiales para el diseño fabricados en EEUU. Nos comprometemos a ofrecer estos productos a los precios más bajos.
Nuestra garantía de precios más bajos
Ayuda para elegir
Todos nuestros productos enumerados por aplicaciones: "Lifecasting", Escultura, Moldes, Fundición, Maquillaje FX, Réplicas, Dientes y Kits de aprendizaje.







